3.1. Технологія зварювання пластмас. Зварювання нагрітим газом.
Зварювання нагрітим газом.
Зварювання термопластів газовим теплоносієм ґрунтується на нагріванні з'єднуваних поверхонь до температури зварювання струменем нагрітого газу. Нагрівати можна послідовно одну за одною ділянки шва, або весь шов одночасно.
В якості газу-теплоносія найбільш часто використовують повітря. При зварюванні термопластів, що схильні до сильного окислення при нагріванні, замість повітря беруть азот або інертні гази.
Існує дві різновидності цього способу зварювання: із застосуванням присадного прутка і без присадки.
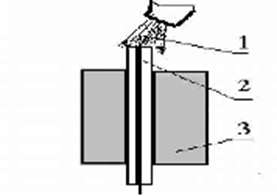
Зварювання із застосуванням присадного прутка (рис. 1) використовують для виконання швів різноманітної конфігурації на деталях товщиною 2-20 мм. Зварювання без присадки використовується переважно для з'єднання плівок і тонколистових елементів.
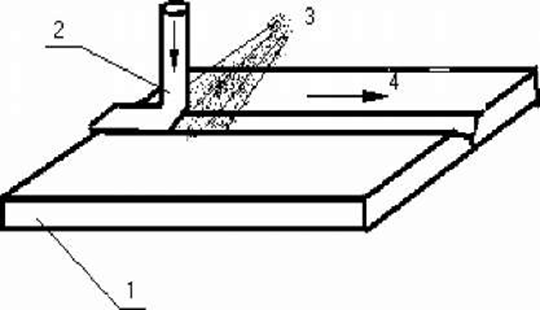
1 - зварювані деталі; 2 - присадка; 3 - подача гарячого газу; 4 - напрямок зварювання.
Рис. 1. Схема процесу пруткового зварювання газовим теплоносієм
Гарячий газ, що виходить із сопла пальника, нагріває одночасно кромки деталей і основу прутка, котрий притискають до розігрітих кромок вручну або за допомогою спеціальних пристроїв. Утворення зварного з'єднання в цьому (як і в інших) випадку можливо, якщо поверхня кромок і прутка буде у в'язкотекучому стані. Тому температура газу теплоносія на виході із сопла пальника повинна перевищувати температуру переходу у в'язкотекучий стан не менш ніж на 50-100° С.
Поверхневі шари швидко переходять у в'язкотекучий стан, а середня частина прутка знаходиться в пружно-пластичному стані (рис. 2).
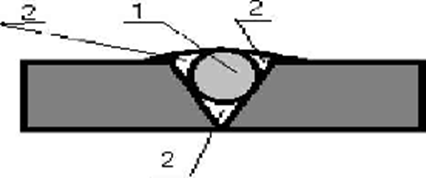
1 - основний об'єм розробки, заповнений присадкою з мало зміненою структурою; 2 - об'єми розробки, заповнені витісненим розплавленим матеріалом кромок і поверхневого шару кромок (найбільш слабка зона)
Рис. 2. Будова шва, звареного із застосуванням присадного прутка
Цей метод зварювання є універсальним, відрізняється простотою, не вимагає складного обладнання, придатний для зварювання різноманітних товщин в будь-якому просторовому положенні. Тому він має широке застосування, не дивлячись на відносно низьку продуктивність і не досить високу міцність з'єднань.
Менш розповсюдженим є метод безпруткового зварювання. При цьому способі з'єднувані поверхні нагрівають гарячим газом і притискають одна до одної за допомогою обтискуючих роликів. Товстолистові полімери зварюють зі скосом кромок на "вус" (рис. 3 а), а тонколистові - в напуск (рис. 3 б).
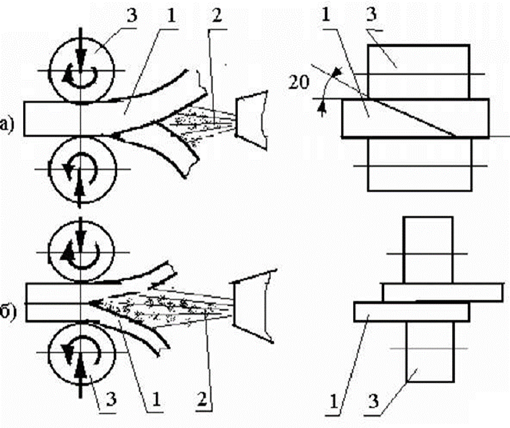
а) на вус; б) в напуск
1 - деталі; 2 - струмінь газу; 3 - обтискуючі ролики
Рис. 3. Схема безпруткового зварювання газовим теплоносієм
Можливе зварювання тонких плівок проплавленням на пружній основі для створення необхідного тиску в зоні зварювання (рис. 4).
Досить розповсюдженим є також спосіб зварювання торцьових з'єднань оплавленням (рис. 5).
Однак переважно використовують зварювання стикових або внапуск з'єднань з обтисканням їх притискуючими роликами. При такому способі зварювання забезпечується висока продуктивність процесу (Vзв = 100-200 м/год) і висока міцність зварних з'єднань (σзв.шв = 0,8-0,95 осн. мат.) При зварюванні оплавленням (для рідкоплинних матеріалів) переважно використовують відкрите полум'я. В цьому випадку шви також відзначаються високою міцністю, але низькою морозостійкістю.
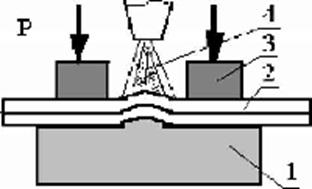
1 - пружна підкладка; 2 - плівка; 3 - прижим; 4 - струмінь газу.
Рис. 4 - Зварювання плівок на пружній основі
1 - струмінь газу; 2 - деталі; 3 - накладки
Рис. 5. Зварювання торцьових з'єднань гарячим газом